






多的相关信息如下:
原理
多层复合隔音片材生产挤出机通常采用多螺杆或单螺杆与多多层复合隔音片材共挤生产线_多层复合隔音片材挤出机台喂料机配合的方式。其原理是将不同配方的原料分别加入对应的喂料装置,通过螺杆的旋转,使原料在机筒内受到剪切、挤压和加热作用,实现熔融塑化。然后,不同层的熔体在模具内汇合,通过模具的流道设计和口模形状,挤出形成多层结构的片材。
流程
1. 原料准备:根据配方要求,准备好各层所需的原料,如隔音树脂、填料、助剂等,并进行干燥、过滤等预处理。
2. 多层共挤:将预处理后的原料分别加入不同的喂料机,通过喂料机精确控制原料的输送量,送入挤出机进行熔融塑化,然后从模具中挤出形成多层复合的熔体。
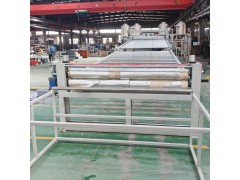
3. 冷却定型:挤出的多层复合片材进入冷却装置,通过风冷、水冷或其他冷却方式,使片材迅速冷却定型,保持其形状和尺寸稳定。
4. 后处理:对定型后的片材进行切边、覆膜、牵引等多层复合隔音片材共挤生产线_多层复合隔音片材挤出机后处理操作,后根据需要进行裁剪和包装。
参数
- 温度参数:不同原料和层的熔融温度不同,一般挤出机各加热段温度在150℃-230℃之间,具体需根据原料特性和配方进行调整。
- 螺杆转速:螺杆转速会影响物料的塑化效果和挤出产量,通常在30-100rpm之间。
- 牵引速度:牵引速度应与挤出速度相匹配,多层复合隔音片材共挤生产线_多层复合隔音片材挤出机以保证片材的厚度均匀性,一般在0.5-5m/min之间。
- 压力参数:挤出过程中的压力一般在10-30MPa之间,压力的稳定对片材的质量和结构均匀性至关重要。
苏州隔音毡片设备_常州隔音毡卷材设备http://bbjid.com/contents/363/220.html
双螺PE片材挤出机_PE双螺杆片材生产线http://bbjid.com/contents/363/223.html
TPE单螺杆片挤出机_TPR单螺杆片材挤出机http://bbjid.com/contents/364/224.html
